





关键词 |
朝阳金属3D打印,二道金属3D打印,金属3D打印批发,朝阳金属3D打印 |
面向地区 |
全国 |
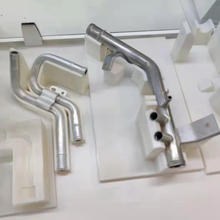
3D打印技术又名快速成型、实体自由成型、增材制造等,是基于离散-堆积原理,在计算机协助下通过层层堆积形成三维实体的有别于传统减材制造的制造方法。
而工程塑料具有很多的性能,通过改性增强强度的工程塑料甚至可以直接替代金属用于各类复杂的构件,因为成本较低且更轻便,使得工程塑料材料在3D打印制造中被广泛应用。
此外,工程塑料还可以避开缺陷向复合化、功能化方向发展,特别是实现多元材料复合,进而赋予塑料特定功能,工程塑料这一可“改造”性强的优点,也更能适应3D打印技术的需求。
3D打印机已经是一个非常成熟、好用的工具,文创工作室、创客、爱好者、设计师群体很多人已经用起来。即使是经常使用的朋友,恐怕也难以避免打印模型出现质量不佳的情况,比如翘边、错层、飞丝等,3D打印模型打印出来的模型并不能让人满意。如何优化FDM 3D打印效果?通常情况下,按步骤做下面几个检查,能解决大部分问题。
重新做调平。用A4纸来测量距离。对于自动调平的机型如果出现这种情况,就有可能是定位传感器出现了偏差,这里就不建议用户手动调节了,好联系厂商来解决。
翘边没粘牢 重新做调平。笔者前些天3D打印一个盒子,打印还没完成就出现底部一个角翘起来的情况,底面并不平整。这是由于塑料材质的热应力,在固液相变的过程中应力没有释放,通常会出现形变。3D打印的底面出现形变,原因就是底板和打印的层没有粘贴牢固,很有可能是喷嘴与底板的距离太远,超过了打印层厚。
边缘翘起是3D打印中经常遇到的问题。另一种相反的情况,是喷嘴与底板的距离太近,尽管不影响挤出但比准确距离还是有更大的压力,导致模型与底板粘贴过紧。后果就是打印完毕后很难取下模型,甚至后模型撕裂了而首层仍然没有与底板分开,或者是底板的美纹纸撕开紧紧粘在模型底部。这都不是理想中的结果。
粘贴过紧难以取下 甚至有时会一层层撕开。遇到这种情况,我们要做的就是重新对3D打印机做调平,确保调平点与喷嘴之间刚好能够滑动一张A4纸。更细的描述,就是“滑动时纸张略微受到阻力,但仍然能够自如地从间隙中抽出”,这时喷嘴与打印底板之间有理想的距离。
有的时候模型可以顺利地打印完成,但是模型表面并不均匀,有很细小的坑洼或者是凸起的颗粒出现,影响模型的视觉效果。
导致坑洼和颗粒的原因一般来说就是挤出材料不均匀,有时多有时少。这时一种情况是3D打印线材的品质不佳,线材本身粗细不均匀引起挤出量不均匀,另一种情况是喷嘴内有异物阻塞,挤出速度不能有效地控制。
3D打印模型出现错层时我们的个工作就是检查料盘看能不能顺利释放料丝,检查料轴看能不能让料盘顺畅转动。遇到料丝缠线不佳无法顺利释放,往往导致整盘料丝无法使用,而这种情况在线材缠料的耗材上又经常出现。目前我们还没找到好的应对办法,只有更换料盘。
另外有一种可能就是3D打印机本身皮带松动,快速移动时出现皮带打滑。这就是3D打印机本身的质量问题了,建议联系厂商来解决。
解决办法很简单,对于线材品质不佳的情况更换材料,好使用3D打印机原厂搭配的耗材。而喷嘴内有异物的情况可更换喷嘴。如果是选用第三方耗材而对厂家的生产品质又不了解,可以要一些样品用千分尺选10个测量点动手一测,就明了了。
极少出现的情况是挤出的步进电机或者齿轮出现异常。判断这种情况,只需要把打印选项中的挤出速度分别调高和调低、做两次3D打印。当低速时表面比较平整、高速时表面明显更多坑洼和颗粒,基本可以认为是步进电机或者进料齿轮的状况,建议联系厂商解决。
在打印悬空结构比较多或者有形状的悬空结构时,常常会遇到悬空的部分不能打印的情况,这个时候往往是支撑出现了一些问题,对悬空部分不能起到很好的支撑作用。
全国金属3D打印热销信息